
Xizmetên Çêkirina Pel û Metalan



Xizmetên me yên Çêkirina Pel û Metalên Taybet
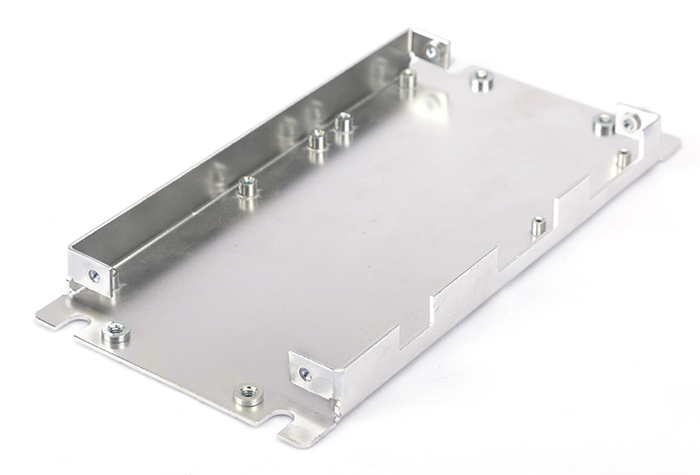
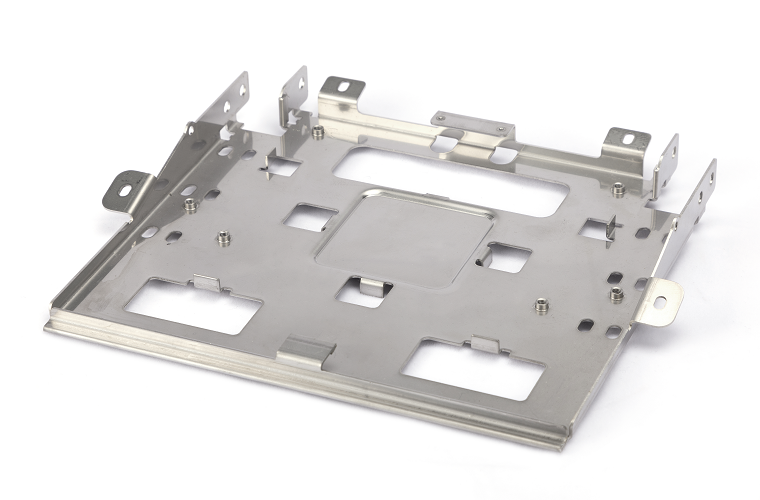
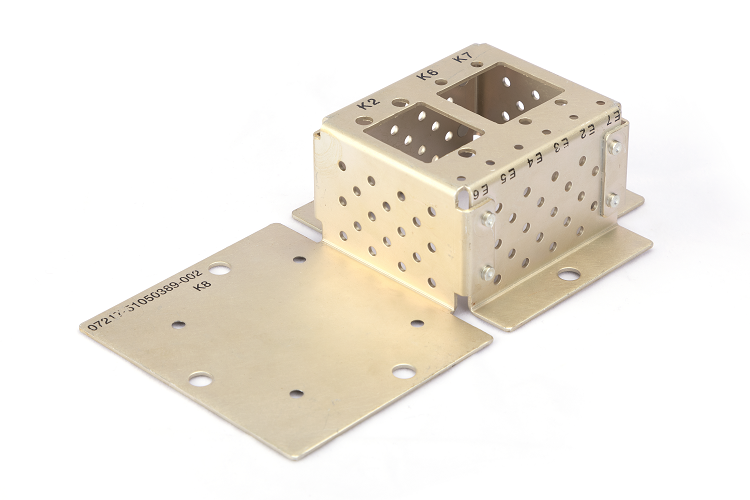
Çêkirina pelên metal ji bo parçeyên pelên metal ên xwerû û prototîpên bi qalindahiya dîwarê yekreng vebijarka herî erzan e. GuanSheng şiyanên cûrbecûr ên pelên metal peyda dike, ji birrîna bi kalîte, qulkirin û xwarbûnê bigire heya karûbarên kaynakirinê.
Birîna bi lazerê
Birîna bi lazerê ji bo birîna beşa pelê metalî lazerê bikar tîne. Lazerek bi hêza bilind li ser pelê tê rêve kirin û bi lens an neynikekê ber bi xalek komkirî ve tê xurt kirin. Di sepandina taybetî ya çêkirina pelê metalî de, dirêjahiya fokusê ya lazerê di navbera 1.5 û 3 înç (38 heta 76 mîlîmetre) de diguhere, û mezinahiya xala lazerê bi qasî 0.001 înç (0.025 mm) di pîvanê de ye.
Birîna bi lazerê ji hin pêvajoyên din ên birînê rasttir û teserûfa enerjiyê zêdetir e, lê nikare hemî cûreyên pelên metal û ne jî pîvanên herî bilind bibire.
Birîna Plazmayê
Jetkirina plazmayê ji bo birîna pelê metalî jeteke plazmaya germ bikar tîne. Ev pêvajo, ku çêkirina kanalek elektrîkê ya gaza iyonîzekirî ya pir germkirî vedihewîne, bilez e û lêçûnek sazkirinê ya nisbeten kêm heye.
Pelên metal ên stûr (heta 0.25 înç) ji bo pêvajoya birrîna plazmayê îdeal in, ji ber ku makîneyên birrîna plazmayê yên ku ji hêla komputerê ve têne kontrol kirin ji makîneyên birrîna lazer an jî bi jet avê bihêztir in. Bi rastî, gelek makîneyên birrîna plazmayê dikarin perçeyên kar ên heta 6 înç (150 mm) stûr bibirin. Lêbelê, ev pêvajo ji birrîna lazer an jî birrîna bi jet avê kêmtir rast e.
Stamkirin
Çapkirina pelên metal wekî preskirin jî tê zanîn û danîna pelek raxistî nav presekê vedihewîne. Ev pêvajoyek bi qebareya bilind, lêçûna kêm û bilez e ji bo hilberîna perçeyên wekhev. Çapkirina pelên metal dikare bi hev re bi operasyonên din ên şekildana metal re ji bo hilberandina hêsan were kirin.
Çemandin
Çemandina pelên metal ji bo çêkirina çemandinên şiklê V, şiklê U û kanalê bi karanîna makîneyek bi navê firên tê bikar anîn. Piraniya firênan dikarin pelên metal heta goşeyek 120 pileyan bitewînin, lê hêza herî zêde ya çemandinê bi faktorên wekî stûriya metal û berxwedana kişandinê ve girêdayî ye.
Bi gelemperî, divê pelên metal di destpêkê de zêde werin xwar kirin, ji ber ku ew ê bi qismî vegere cihê xwe yê eslî.





